

Program Bubut CNC (Lathe CNC Programming)
Program NC sebenarnya merupakan sejumlah urutan perintah logis yang dibuat bagi suatu jenis mesin perkakas CNC dalam rangka pembuatan suatu komponen mesin/peralatan.
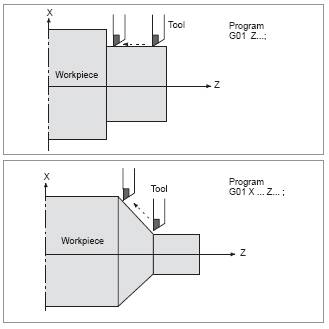
Penulisan program NC bubut prinsipnya hampir sama dengan program NC Fraise/Milling. Bedanya hanya pada sumbu/axis. Pada umumnya program NC Bubut menggunakan axis X dan Z.
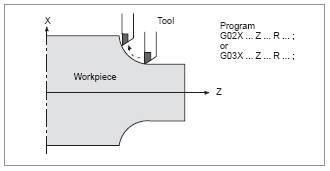
Sebagai contoh, kita akan membuat program dengan benda kerja seperti di bawah ini:
Format Pembuka Program Bubut Fanuc
%
O0001
G21
G00 T0101
G97 S1000 M3
G00 G54 Z2.
X35. M8
G50 S2000
G96 S100
Keterangan tambahan:
G20 Perintah input dalam inch
G21 Perintah input dalam mm
T0101 Pemanggilan Alat Potong / Tool dan Offsetnya
G50 Kecepatan maksimum spindle
G96 Kecepatan Penampang Konstan
G97 Pembatalan Kecepatan Penampang Konstan
G54 Penetapan titik NOL benda kerja yang ke-1
G55 Penetapan titik NOL benda kerja yang ke-2
G58 Penetapan titik NOL benda kerja yang ke-5
G59 Penetapan titik NOL benda kerja yang ke-6
Isi Program
N1 G00 X16.
N2 G01 Z-12.
N3 X24.
N4 Z-54.
N5 X32.
N6 Z-100.
N7 X37.
Penutup Program
M9
G28 U0. W0. M5
M30
%
Penulisan Pemrograman menjadi seperti berikut:
%
O0001
G21
G00 T0101
G97 S1000 M3
G00 G54 Z2.
X35. M8
G50 S2000
G96 S100
…?
…?
N1 G00 X16.
N2 G01 Z-12.
N3 X24.
N4 Z-54.
N5 X32.
N6 Z-100.
N7 X37.
M9
G28 U0. W0. M5
M30
%
Pada kenyataannya proses pembubutan tidak bisa sekali pemakanan. Harus dilakukan proses pemakanan secara bertahap dan berulang-ulang.
Dalam pemrograman proses pemakanan yang berulang tersebut dapat disederhanakan menjadi satu siklus pemrograman.
Ada beberapa jenis siklus standar Fanuc yang membuat
pemrograman lebih mudah:
G70 = Pembubutan Finishing
G71 = Pembubutan Roughing Diameter
G72 = Pembubutan Roughing Muka (Facing)
Penulisan secara lengkap:
(belum proses finishing)
%
O0001
G21
G00 T0101
G97 S1000 M3
G00 G54 Z2.
X35. M8
G50 S2000
G96 S100
G71 U0.5 R1.
G71 P1 Q7 U0.2 W0.2 F0.15
N1 G00 X16.
N2 G01 Z-12.
N3 X24.
N4 Z-54.
N5 X32.
N6 Z-100.
N7 X37.
M9
G28 U0. W0. M5
M30
%
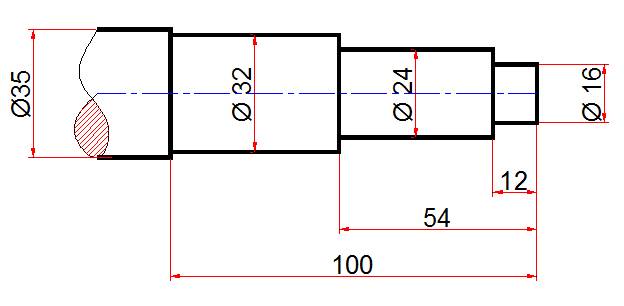
Format Penulisan Bubut Roughing Diameter (G71):
G71 U (Δd) R (e) ;
G71 P_ Q_ U (Δu) W (Δw) F_
Dimana :
U = Kedalaman Pemakanan (Depth of Cut)
R = Retract
P = Nomer Blok Awal
Q = Nomer Blok Akhir
U = Sisa untuk finishing arah X
W = Sisa untuk finishing arah Z
F = Feeding
Gerakan Alat Potong pada Siklus G71
Format Penulisan Bubut Finishing (G70):
G70 P_ Q_
Dimana :
P = Nomer Blok Awal
Q = Nomer Blok Akhir
Maka Penulisan secara lengkap:
(termasuk proses finishing)
%
O0001
G21
G00 T0101
G97 S1000 M3
G00 G54 Z2.
X35. M8
G50 S2000
G96 S100
G71 U0.5 R1.
G71 P1 Q7 U0.2 W0.2 F0.15
N1 G00 X16.
N2 G01 Z-12.
N3 X24.
N4 Z-54.
N5 X32.
N6 Z-100.
N7 X37.
M9
G28 U0. W0. M5
M01 (OPTIONAL STOP)
G00 T0202
G97 S1000 M3
G00 G54 Z2.
X35. M8
G50 S2000
G96 S100
G70 P1 Q7
M9
G28 U0. W0. M5
M30
%
6 Responses to “Program Bubut CNC (Lathe CNC Programming)”