

Kode & Format Program CNC
Secara umum, program NC memiliki konstruksi tertentu, yaitu kode atau perintah pendahuluan dan perintah pembantu. Perintah pendahuluan umumnya menggunakan kode G, sedangkan perintah pembantu menggunakan fungsi M. Program NC, selain kode G dan M, di dalamnya terdiri dari sejumlah kode-kode perintah yang tersusun dalam bentuk kombinasi huruf-huruf tertentu dan angka. Kode berupa huruf, misalnya N, T, S, F, H, I, J, K, R, D, X, Y, Z, dan angka 0 sampai 9 disebut adres. Suatu kode huruf yang di belakangnya diikuti angka (kombinasi huruf dan angka) disebut ”kata” (word). Gabungan dari beberapa kata disebut ”blok”.
”Blok” merupakan gabungan dari beberapa kata yang membentuk satu tahapan perintah, misalnya eretan melintang bergerak lurus sejauh 4 mm mendekati sumbu dengan kecepatan 80 mm/menit. Di dalam sebuah program CNC, satu tahapan perintah ditulis dalam satu baris, berarti ”blok” adalah gabungan beberapa kata yang ditulis dalam satu baris program. Komputer (unit kontrol) mesin membaca dan menjalankan program per satu blok bukan per kata
Kode G ( “G-code” ) terbagi dalam 2 tipe.
1.Tipe “One-Shot G-Code”
G-Code akan aktif hanya dalam 1 blok saja (aktif hanya sekali). Jika masih digunakan untuk Blok berikutnya, maka harus dipanggil lagi
2.Tipe “Modal G-Code”
G-Code akan aktif digunakan terus pada Blok-blok berikutnya sampai ada G-Code lain yang sama dalam satu grup dipanggil.
Modal G-Code antara lain:
G00, G01, (G02), (G03), G17, G18, G19, G20, G21, G40, G41, G42, G80, G81, G82, G83, G90, G91
Kode G terbagi dalam beberapa grup. Dalam penulisan perintah disetiap Blok tidak boleh muncul G-Code yang sama dalam 1 grup
Grup 1 antara lain:
- G00 Gerakan Lurus Cepat (tanpa pemakanan)
- G01 Gerak Interpolasi Lurus (dengan pemakanan)
- G02 Gerak Interpolasi Melingkar searah jarum jam
- G03 Gerak Interpolasi Melingkar berlawanan arah jarum jam
Grup 2 antara lain:
- G17 Bidang Kerja X dan Y
- G18 Bidang Kerja X dan Z
- G19 Bidang Kerja Y dan Z
Grup 3 antara lain:
- G90 Perintah Absolut
- G91 Perintah Inkremental
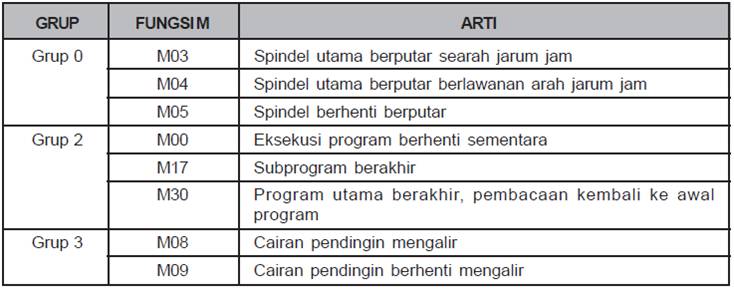
Selain Kode-G juga ada perintah pembantu kode-M
Kode dan Format Pemrograman
Program NC (NC part program) merupakan unsur sangat penting dalam pengoperasian mesin perkakas CNC, karena program merupakan perangkat lunak pengendali yang mengatur jalannya proses pemesinan suatu produk pada mesin perkakas CNC. Fungsi tersebut menyebabkan program NC juga sangat menentukan kualitas geometri produk yang dihasilkan.
Program NC mempunyai sifat sangat spesifik dan khusus, artinya bahwa sebuah program NC, dibuat khusus hanya untuk pembuatan produk dengan bentuk dan ukuran (geometri) tertentu. Jika ingin membuat produk lain dengan bentuk dan ukuran yang berbeda, harus dibuat program NC baru yang khusus untuk mengerjakan produk baru tersebut.
Program NC bersifat spesifik mempunyai pengertian bahwa program diperuntukkan hanya untuk mesin dengan jenis tertentu dan sistem kontrol yang tertentu pula. Untuk mesin dengan jenis yang berbeda, misalnya Mesin Frais dengan mesin bubut program NC-nya akan berbeda.
Struktur Program NC
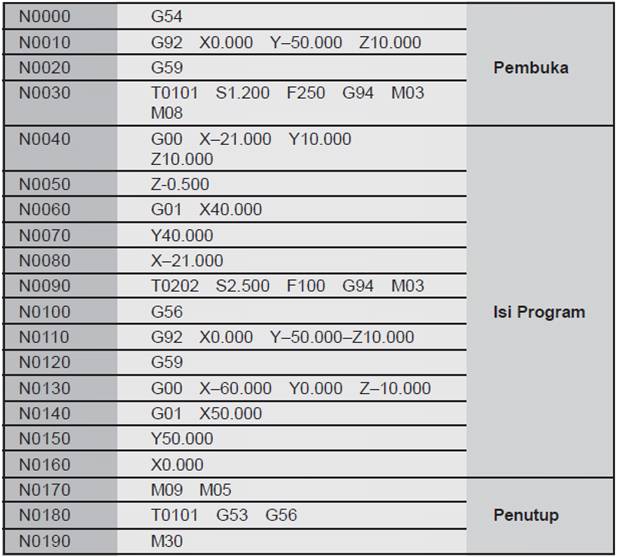
Perintah-perintah yang termasuk dalam bagian pembuka sebagai berikut.
- Perintah memindah titik nol mesin ke posisi tertentu agar berimpit dengan titik nol benda kerja. Perintah ini disebut pemindahan titik nol mesin (Position Shift Offset (PSO)).
- Perintah pemilihan sistem pemrograman, apakah dikehendaki mesin bekerja dengan sistem absolut atau incremental.
- Perintah menentukan jumlah putaran spindel mesin dan arah putarannya.
- Perintah menentukan besarnya kecepatan pemakanan (feeding).
- Perintah memilih jenis perkakas sayat yang digunakan pertama kali.
- Perintah mengalirkan air pendingin
Bagian isi suatu program NC adalah bagian inti dari pekerjaan pemesinan. Perintah-perintah pada bagian isi meliputi perintah gerak relatif alat sayat terhadap benda kerja menuju titik-titik koordinat yang telah ditentukan guna melakukan proses penyayatan. Proses-proses ini dapat berupa gerak interpolasi lurus, interpolasi radius, gerakan pemosisian, membuat lubang (drilling), proses penguliran (threading), pembuatan alur (grooving), dan sebagainya tergantung dari bentuk geometri produk yang akan dihasilkan.
Perintah pada bagian penutup adalah perintah kebalikan atau berfungsi membatalkan perintah yang diberikan pada bagian pembuka dan biasanya meliputi:
- perintah mematikan aliran cairan pendingin,
- perintah mematikan putaran spindel mesin,
- perintah pembatalan PSO,
- perintah pembatalan kompensasi alat sayat, dan
- perintah menutup program (end-program).
4 Responses to “Kode & Format Program CNC”