

LANGSUNG PRAKTEK! Setting Mesin CNC Milling kontrol FANUC (bagian 1)
Cara Setting beda panjang Tool pada Mesin CNC Milling kontrol FANUC
Tutorial setting mesin CNC Milling berikut ini diterapkan pada mesin CNC production unit (bukan training unit) dimana mesin CNC jenis ini banyak digunakan di Industri atau bengkel pemesinan.
Sebelum melakukan setting, benda kerja harus terpasang pada ragum (vice) terlebih dahulu.
Tampilan pada kontrol FANUC sebagai berikut:

LAYAR KEYBOARD
Setting beda panjang Tool:
- Pasang tool referensi (T0) pada Spindle mesin
- Letakkan Tool Setter di atas permukaan benda kerja. Kalibrasi alat tersebut terlebih dahulu dan pastikan jarum menunjuk angka NOL.
- Sentuhkan Tool Referensi pada Tool Setter sampai jarum menunjuk ke angka NOL. Gunakan Handle untuk menggeser sumbu Z.
- Tekan tombol
 pada Keyboard kemudian tombol
pada Keyboard kemudian tombol  di bawah layar
di bawah layar - Tekan tombol
 pada Keyboard kemudian tombol
pada Keyboard kemudian tombol  di bawah layar. Lihat nilai Z di layar akan berubah menjadi
di bawah layar. Lihat nilai Z di layar akan berubah menjadi 
- Naikkan Tool Referensi menjauhi Tool Setter. Lepas tool referensi dari Spindle mesin kemudian pasang Tool T1 yang akan digunakan pada Spindle mesin.
- Sentuhkan Tool T1 pada Tool Setter sampai jarum menunjuk ke angka NOL. Gunakan Handle untuk menggeser sumbu Z. Lihat nilai Z di layar akan berubah. Misal:

- Tekan tombol
 pada Keyboard. Tampilan Layar akan berubah seperti berikut:
pada Keyboard. Tampilan Layar akan berubah seperti berikut: 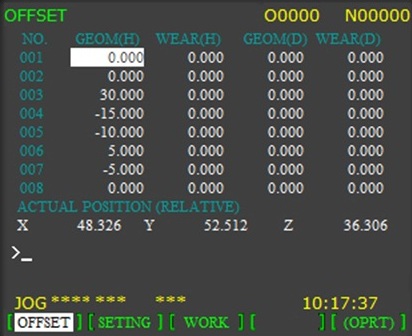
- Pindahkan kursor menggunakan
 pada kolom GEOM (H) baris No. 001
pada kolom GEOM (H) baris No. 001 - Tekan tombol pada Keyboard kemudian tombol
 di bawah layar. Lihat nilai pada tabel:
di bawah layar. Lihat nilai pada tabel: 
- Naikkan Tool T1 menjauhi Tool Setter. Lepas tool T1 dari Spindle mesin kemudian pasang Tool T2 yang akan digunakan pada Spindle mesin. Tampilan Layar dibiarkan pada tampilan terakhir.
- Sentuhkan Tool T2 pada Tool Setter sampai jarum menunjuk ke angka NOL. Gunakan Handle untuk menggeser sumbu Z. Lihat nilai Z di layar akan berubah. Misal Z=5,426:

- Pindahkan kursor menggunakan pada kolom GEOM (H) baris No. 002
- Tekan tombol pada Keyboard kemudian tombol di bawah layar. Lihat nilai pada tabel:

Demikian cara setting beda panjang tool. Ada banyak cara untuk setting beda panjang tool, tapi yang ditampilkan seperti artikel diatas. Mohon kesediaannya untuk mengisi komen.
Apabila mengalami kesulitan dalam praktek setting beda panjang tool, atau ada yang belum jelas mengenai beda panjang tool, silahkan menulis di kolom komen dan bisa juga kontak melalui email atau no HP. KLIK
bersambung… (setting titik origin benda kerja)
4 Responses to “LANGSUNG PRAKTEK! Setting Mesin CNC Milling kontrol FANUC (bagian 1)”