

Interpolasi Linier
Format Pembuka Program Fanuc
%
O0001
N1 G21
N2 G17 G40 G49 G80 G90
N3 T1 M6
N4 G00 G90 G54 X… Y… S… M3
N5 G43 H1 Z50. M8
Format pembuka ini sering kita gunakan untuk pemrograman CNC dengan kontrol FANUC.
Berikut ini contoh program CNC FANUC dari gambar dibawah
Pisau freis (Endmill Cutter) yang digunakan berdiameter 12 mm.
Titik NOL benda kerja di pojok kiri bawah.
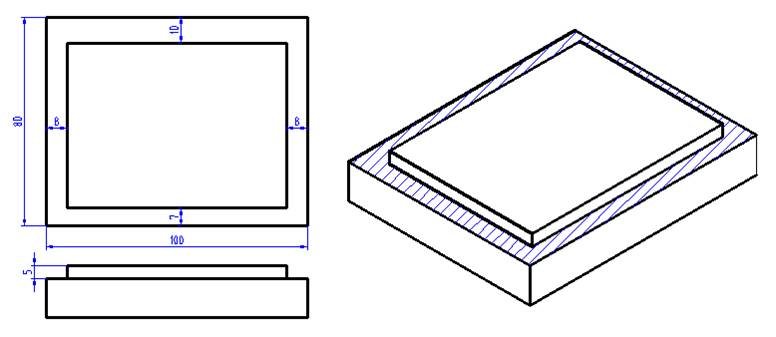
Langkah-langkah dalam mengerjakan latihan diatas, harus kita tentukan terlebih dahulu titik-titik lintasan endmill (toolpath).
Start Poin ditentukan X-25. Y-25.
%
O0001
N1 G21
N2 G17 G40 G49 G80 G90
N3 T1 M6
N4 G00 G90 G54 X-25. Y-25. S1500 M3
N5 G43 H1 Z50. M8
N6 G00 X-25. Y-25. Z2.
N7 G01 X-25. Y-25. Z-5. F150
N8 G01 X-25. Y1.
N9 G01 X98. Y1.
N10 G01 X98. Y76.
N11 G01 X2. Y76.
N12 G01 X2. Y-25.
N13 G0 Z50. M9
N14 M5
N15 G91 G28 X0. Y0. Z0.
N16 M30
%
(Bila ada pertanyaan mengenai contoh program di atas, silahkan menulis di kolom komentar)
LATIHAN INTERPOLASI LINIER
Buatlah program CNC dari gambar di bawah ini!
Pisau freis (Endmill Cutter) yang digunakan berdiameter 10 mm
Titik NOL benda kerja di tengah
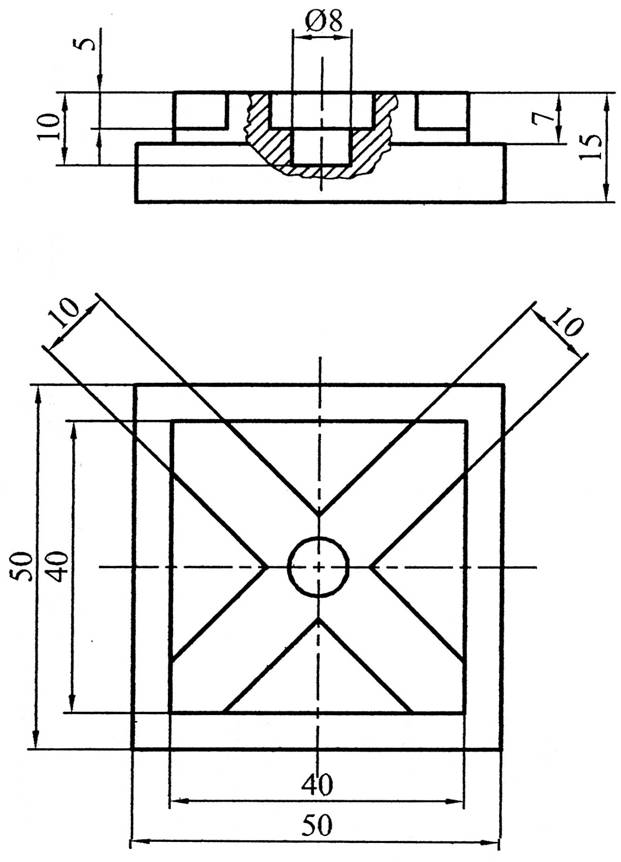
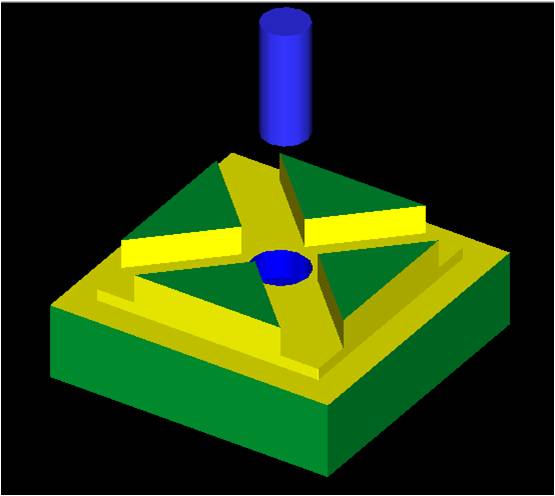
Gambar 3 Dimensi seperti berikut:
Langkah-langkah dalam mengerjakan latihan diatas, harus kita tentukan terlebih dahulu titik-titik lintasan endmill (toolpath).
%
O0001
N1 G21
N2 G17 G40 G49 G80 G90
N3 T1 M6
N4 G00 G90 G54 X-35. Y-25. S1500 M3
N5 G43 H1 Z50. M8
N6 G00 X-35. Y-25. Z2.
N7 G01 X-35. Y-25. Z-7. F150
N8 G01 X25. Y-25.
N9 G01 X25. Y25.
N10 G01 X-25. Y25.
N11 G01 X-25. Y-25.
N12 G01 X-25. Y-25. Z-5.
N13 G01 X30. Y30.
N14 G00 X30. Y30. Z2.
N15 G00 X30. Y-30.
N16 G01 X30. Y-30. Z-5. F150.
N17 G01 X-30. Y30.
N18 G00 X-30. Y30. Z2.
N19 G00 X0 Y0
N20 G01 X0 Y0 Z-10. F150
N21 G00 Z50. M9
N22 M5
N23 G91 G28 X0. Y0. Z0.
N24 M30
%