

Kompensasi Alat Potong
Kompensasi alat potong (koreksi radius)
Dalam pemrograman fungsi-fungsi G terdahulu, jalannya pisau selalu pada titik pusat pisau. Pekerjaan yang bervariasi dapat dilaksanakan dengan penambahan dan pengurangan radius pisau, perhitungan pada pengurangan dan penambahan radius dapat diambil alih oleh mesin dengan informasi yang sesuai.
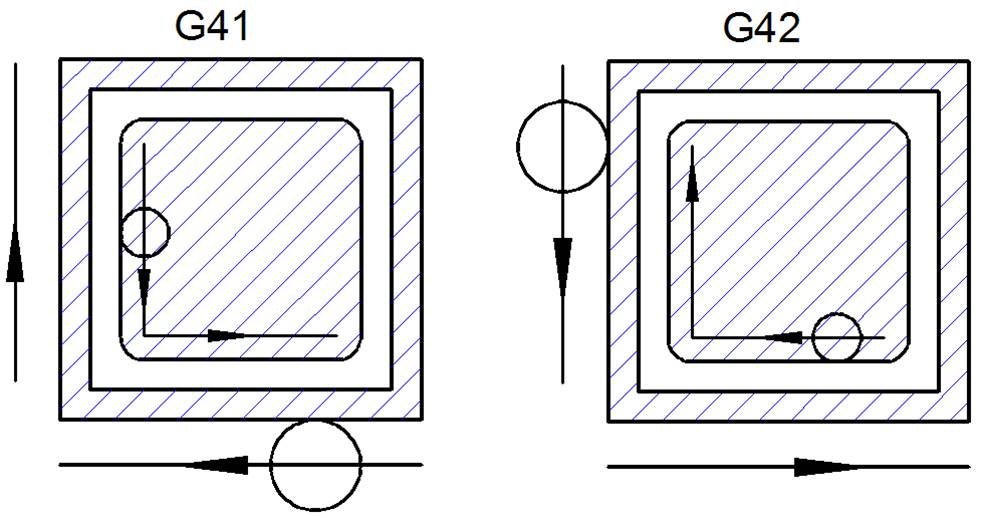
Fungsi G41, G42 dan G40
Fungsi G41 dan G42 adalah kompensasi radius alat potong, sehingga kita tidak perlu lagi menghitung lintasan, seperti awal belajar mesin CNC. Sedang fungsi G40 adalah untuk membatalkan G41 atau G42. Gerakan untuk G41 dan G42 dapat dilihat gambar di bawah.
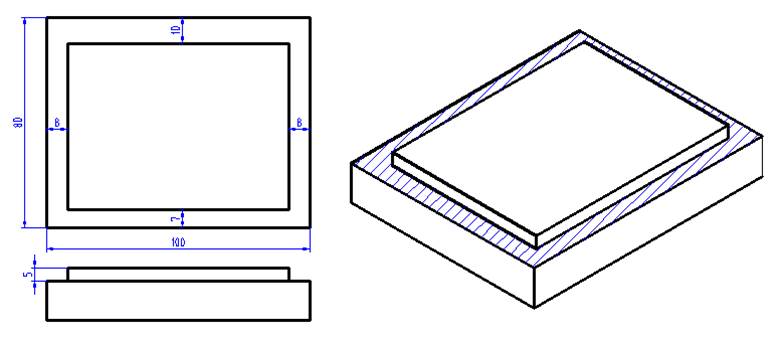
Contoh
Buatlah program CNC dari gambar dibawah menggunakan kompensasi alat potong (G41/G42)! Cutting Speed 100 M/min, titik NOL benda kerja (X0 Y0) di kiri bawah. Pisau freis yang digunakan berdiameter 15 mm
Fanuc:
%
O0001
N1 G21
N2 G17 G40 G49 G80 G90
N3 T1 M6
N4 G00 G90 G54 X… Y… S… M3
N5 G43 H1 Z50. M8
N6 G00 Z2.
N7 G01 Z-5. F150
N8 G01 G42 D1 X-25. Y7.
N9 G01 X92. Y7.
N10 G01 X92. Y70.
N11 G01 X8. Y70.
N12 G01 X8. Y-25.
N13 G00 G40 X-25. Y-25.
N14 G00 Z50. M9
N15 M5
N16 G91 G28 X0. Y0. Z0.
N17 M30
%
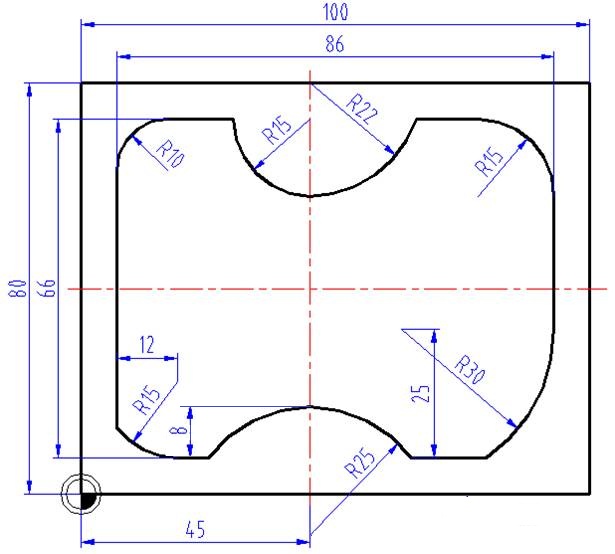
LATIHAN SOAL
Buatlah program CNC dari gambar dibawah menggunakan kompensasi alat potong (G41/G42)! Cutting Speed 100 M/min, titik NOL benda kerja (X0 Y0) di kiri bawah. Pisau freis yang digunakan berdiameter 12 mm
Bagi yang ingin mencoba mengerjakan, silahkan tulis jawaban Anda di kolom komentar.
Secepatnya akan saya koreksi.