Interpolasi Melingkar
Fungsi G02 dan G03
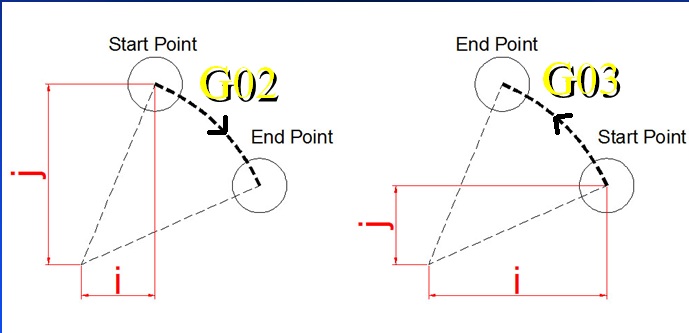
Dalam hal proses pemesinan dengan gerakan melingkar ada beberapa hal yang perlu diperhatikan, misalnya titik mulai (start point) dari gerakan, bila arah gerakan searah jarum jam (CW) menggunakan kode G02 dan bila berlawanan arah jarum jam (CCW) menggunakan kode G03
Selain kode G diperlukan pula parameter lain yaitu parameter I, J dan K. Di mana nilai I dihitung dari titik mulai (start point) ke titik pusat busur (center point of arc), sejajar dengan sumbu X, nilai J dihitung dari titik mulai ke titik pusat busur, sejajar dengan sumbu Y, dan K dihitung dari titik mulai ke titik pusat, sejajar dengan sumbu Z. Tetapi untuk parameter K jarang digunakan.
Akibat dari kesalahan atau kekurang tepatan dari perhitungan nilai parameter I dan J maka alat potong tidak dapat bergerak.
Nilai I dan J bisa bernilai positif, bisa juga bernilai negatif
Format :
G02 Xend… Yend… i… j…
G03 Xend… Yend… i… j…
CONTOH:
Buatlah Program CNC Fanuc dari gambar di bawah ini:
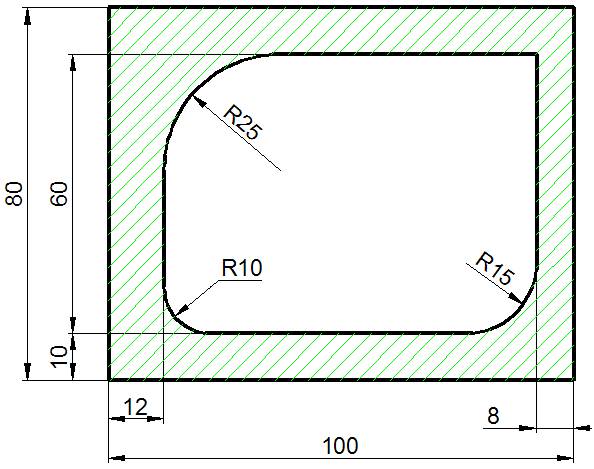
Endmill Cutter yang digunakan berdiameter 15 mm. Cutting Speed 100 M/min
Titik NOL benda kerja berada di kiri bawah.
Jawab:
%
O0001
N1 G21
N2 G17 G40 G49 G80 G90
N3 T1 M6
N4 G00 G90 G54 X-25. Y-25. S… M3 (Hitung putaran spindel!)
N5 G43 H1 Z50. M8
N6 G00 X-25. Y-25. Z2.
N7 G01 X-25. Y-25. Z-5. F150
N8 G01 X-25. Y2.5
N9 G01 X77. Y2.5
N10 G03 X99.5 Y25. i0 j22.5
N11 G01 X99.5 Y77.5
N12 G01 X37. Y77.5
N13 G03 X4.5 Y45. i0 j-32.5
N14 G01 X4.5 Y20.
N15 G03 X22. Y2.5 i17.5 j0
N16 G01 X22. Y-25.
N17 G00 Z50. M9
N18 M5
N19 G91 G28 X0. Y0. Z0.
N20 M30
%
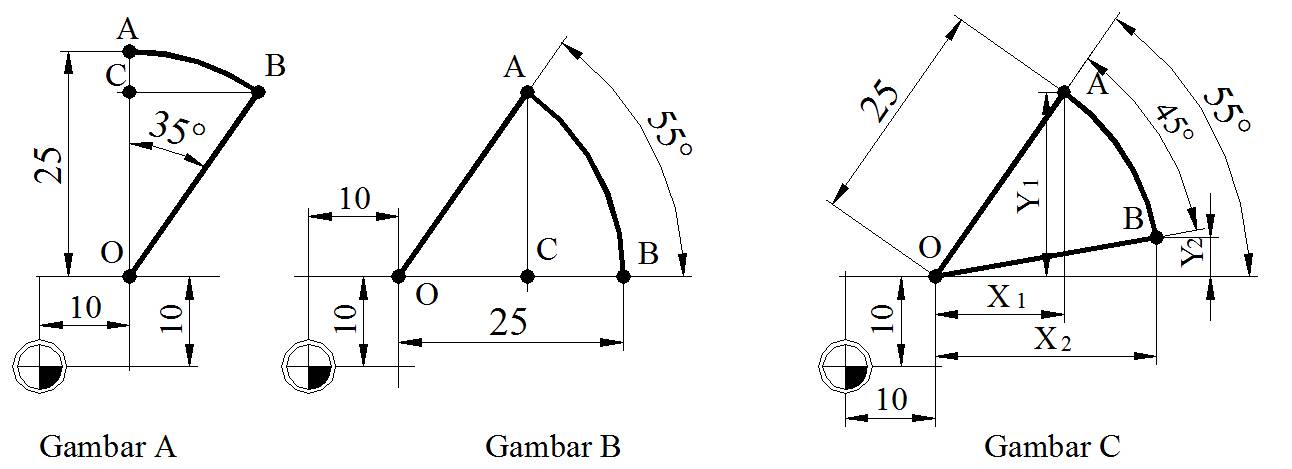
Dari gambar di atas, carilah titik A dan B masing-masing gambar
Gambar A:
Titik A = (10,35)
Titik B = ?
Gambar B:
Titik A = ?
Titik B = (35,10)
Gambar C:
Titik A = ?
Titik B = ?
Latihan Soal
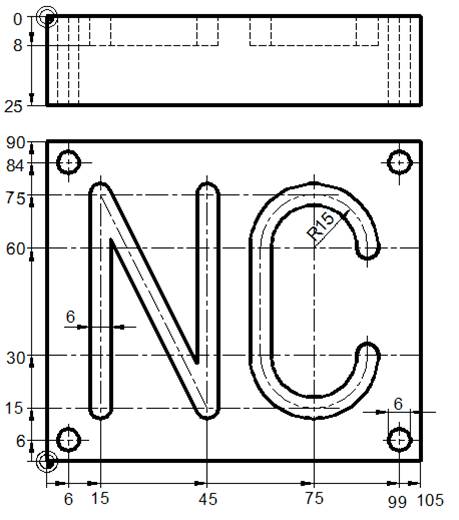
Buatlah program CNC dari gambar di bawah ini (gunakan interpolasi linier dan interpolasi melingkar):
Pisau freis (Endmill Cutter) dan mata bor yang digunakan berdiameter 6 mm. Cutting Speed 100 M/min