

Rotasi Sistem Koordinat (Coordinate system rotation)
Rotasi Sistem Koordinat
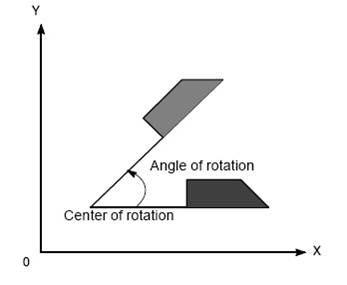
Dengan menggunakan fungsi rotasi koordinat ini, sebuah program dapat dirotasi.
Misalnya ada suatu pola terdiri dari beberapa bentuk yang identik, tetapi bentuk yang satu dengan yang lainnya berbeda sudut. Masing masing dirotasi dengan pusat rotasi yang sama
Sehingga waktu yang dibutuhkan untuk pemrograman dan panjang program dapat dikurangi.
Caranya dengan menyiapkan subprogram dari bentuk yang diinginkan. Kemudian setelah perintah rotasi, sub program tersebut dipanggil.
Format Penulisan:
G68 X_ Y_ R_ ;
Dimana :
X Y = Pusat Koordinat Absolut untuk rotasi koordinat
R = Besar sudut rotasi
Kode G untuk ROTASI KOORDINAT:
G68 : Perintah rotasi koordinat
G69 : Pembatalan ROTASI KOORDINAT
Catatan:
Program Rotasi Koordinat bisa berlaku untuk program kompensasi G41 atau G42
Contoh
Berikut ini adalah program CNC membuat kotak 100×100, dengan titik origin ada di tengah benda kerja. Pisau freis yang digunakan berdiameter 10 mm
Program:
%
O0001
N1 G21
N2 G0 G17 G40 G49 G80 G90
N3 T1 M6
N4 G0 G90 G54 X-75. Y-75. S1500 M3
N5 G43 H1 Z50.
N6 G0 Z2.
N7 G1 Z-5. F150.
N8 G1 X-75. Y-55.
N9 G1 X55. Y-55.
N10 G1 X55. Y55.
N11 G1 X-55. Y55.
N12 G1 X-55. Y-75.
N13 G0 X-75. Y-75.
N14 G0 Z50. M9
N15 M5
N16 G91 G28 X0 Y0 Z0
N17 M30
%
Bagaimanakah jalannya Cutter jika disisipkan program rotasi 30º??? Pusat rotasi koordinat ada di titik origin (X0 Y0)
Program Rotasi:
%
O0001
N1 G21
N2 G0 G17 G40 G49 G80 G90
N3 T1 M6
N4 G68 X0 Y0 R30
N5 G0 G90 G54 X-75. Y-75. S1500 M3
N6 G43 H1 Z50.
N7 G0 Z2.
N8 G1 Z-5. F150.
N9 G1 X-75. Y-55.
N10 G1 X55. Y-55.
N11 G1 X55. Y55.
N12 G1 X-55. Y55.
N13 G1 X-55. Y-75.
N14 G0 X-75. Y-75.
N15 G69
N16 G0 Z50. M9
N17 M5
N18 G91 G28 X0 Y0 Z0
N19 M30
%
Maka gambar lintasan seperti dibawah ini:
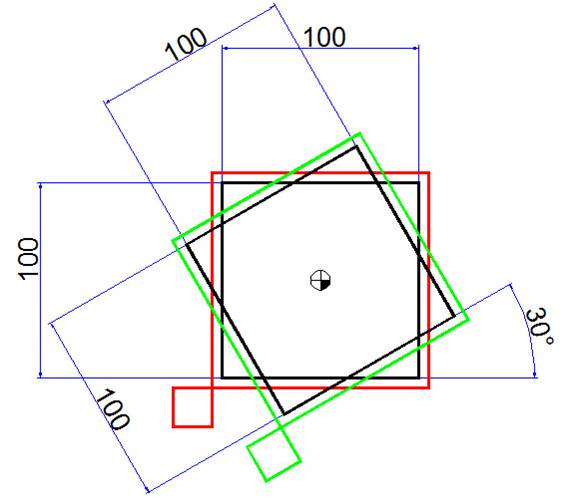
Warna merah adalah lintasan awal
Warna hijau adalah lintasan setelah disisipi program rotasi 30º
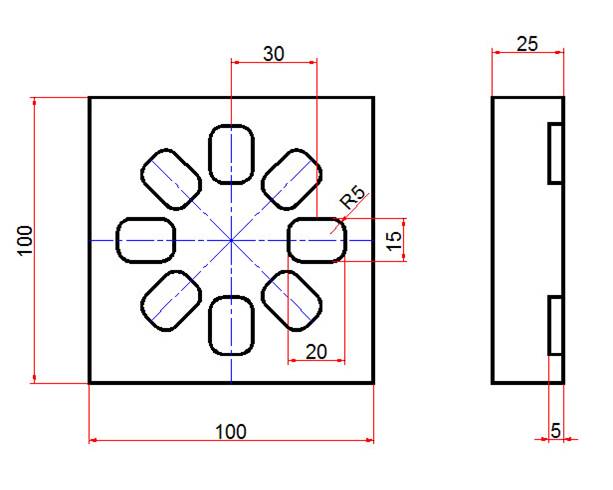
LATIHAN SOAL
Buatlah program CNC dari gambar dibawah! Pisau freis yang digunakan berdiameter 10 mm. Titik origin (titik NOL) ada di tengah benda kerja.
Subprogram:
%
O1001
N1 G00 X30. Y0
N2 G01 Z-5. F150
N3 G01 G42 D1 X30. Y7.5
N4 G01 X40. Y7.5
N5 G01 X40. Y-7.5
N6 G01 X20. Y-7.5
N7 G01 X20. Y7.5
N8 G01 X30. Y7.5
N9 G01 G40 X30. Y0
N10 G00 Z2.
N11 M99
%
Main program:
%
O0001
N1 G21
N2 G17 G40 G49 G80 G90
N3 T1 M6
N4 G00 G90 G54 X0 Y0 S1500 M3
N5 G43 H1 Z50. M8
N6 G00 Z2.
N7 M98 P1001
N8 G68 X0 Y0 R45
N9 M98 P1001
N10 G68 X0 Y0 R90
N11 M98 P1001
N12 G68 X0 Y0 R135
N13 M98 P1001
N14 G68 X0 Y0 R180
N15 M98 P1001
N16 G68 X0 Y0 R225
N17 M98 P1001
N18 G68 X0 Y0 R270
N19 M98 P1001
N20 G68 X0 Y0 R315
N21 M98 P1001
N22 G69
N23 G00 Z50. M9
N24 M5
N25 G91 G28 X0. Y0. Z0.
N26 M30
%