

Program Siklus Pengeboran (Drill Cycle Programming)
Program Pengeboran
Siklus Bor / Drill Cycle memudahkan programmer untuk membuat program pengeboran.
Dengan siklus pengeboran, mesin operasi yang sering digunakan dapat dispesifikasikan dalam sebuah blok tunggal dengan kode G.
Tanpa siklus, biasanya lebih dari satu blok yang dibutuhkan. Penggunaan siklus bor selain dapat mempersingkat program juga bisa menghemat memori.
Program Pengeboran meliputi:
G81 = Spot Drilling
G82 = Counter Boring
G83 = Peck Drilling
G84 = Tapping
G80 = Pembatalan perintah Bor
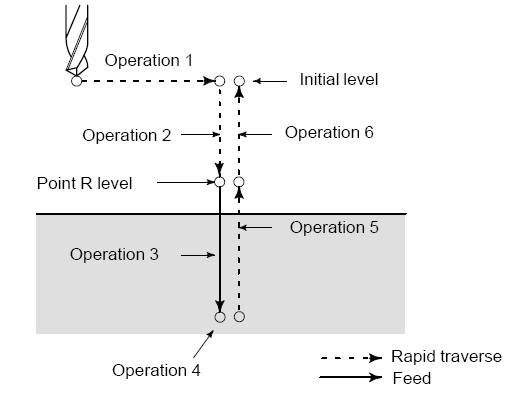
Operasi 1:
Menuju Posisi Sumbu X Y
Operasi 2:
Menuju Posisi titik R (Retract)
Operasi 3:
Proses Pengeboran
Operasi 4:
Operasi di dasar lubang, misal: berhenti sementara; membalik putaran
Operasi 5:
Kembali ke posisi titik R
Operasi 6:
Kembali ke posisi titik awal
Format Penulisan SPOT DRILLING (G81):
G81 X_ Y_ Z_ R_ F_ K_
Dimana :
X Y = Posisi sumbu lubang
Z = Kedalaman lubang
R = Posisi titik Retract
F = Feeding
K = Jumlah pengulangan (jika diperlukan)
Contoh:
G90 G99 G81 X300. Y–250. Z–150. R–100. F30.
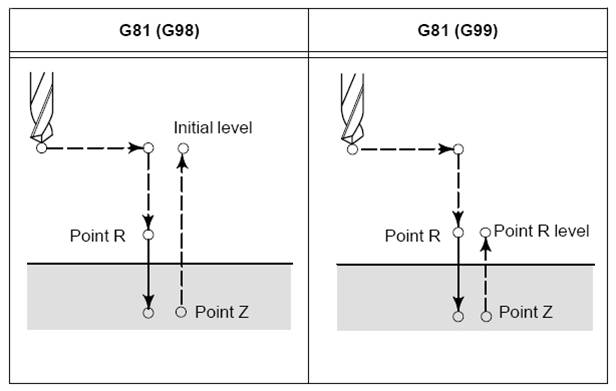
G98 = Kembali ke titik awal
G99 = Kembali ke titik R
Format Penulisan COUNTER BORING (G82):
G82 X_ Y_ Z_ R_P_ F_ K_
Dimana :
X Y = Posisi sumbu lubang
Z = Kedalaman lubang
R = Posisi titik Retract
P = Gerakan berhenti sementara di dasar lubang
F = Feeding
K = Jumlah pengulangan (jika diperlukan)
Contoh:
G90 G99 G82 X300. Y–250. Z–150. R–100. P1000 F30
(berhenti sementara selama 1 detik)
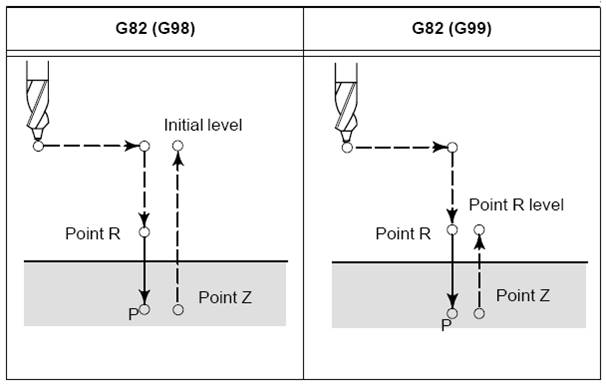
G98 = Kembali ke titik awal
G99 = Kembali ke titik R
Format Penulisan PECK DRILLING (G83):
G83 X_ Y_ Z_ R_Q_ F_ K_
Dimana :
X Y = Posisi sumbu lubang
Z = Kedalaman lubang
R = Posisi titik Retract
Q = Kedalaman potong untuk setiap pemotongan
F = Feeding
K = Jumlah pengulangan (jika diperlukan)
Contoh:
G90 G99 G83 X300. Y–250. Z–150. R–100. Q15. F30
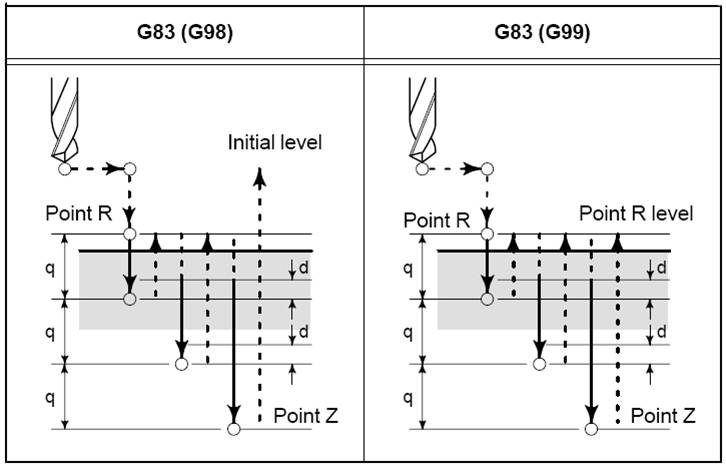
G98 = Kembali ke titik awal
G99 = Kembali ke titik R
Format Penulisan TAPPING (G84):
G84 X_ Y_ Z_ R_P_ F_ K_
Dimana :
X Y = Posisi sumbu lubang ulir
Z = Kedalaman ulir
R = Posisi titik Retract
P = Gerakan berhenti sementara di dasar lubang
F = Feeding
K = Jumlah pengulangan (jika diperlukan)
Contoh:
G90 G99 G84 X300. Y–250. Z–150. R–120. P300 F50
(berhenti sementara selama 0,3 detik)
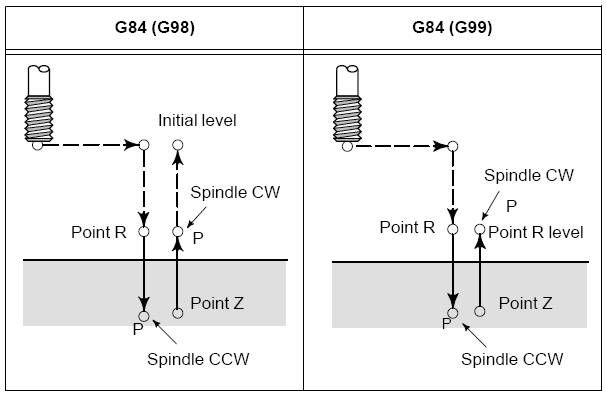
G98 = Kembali ke titik awal
G99 = Kembali ke titik R
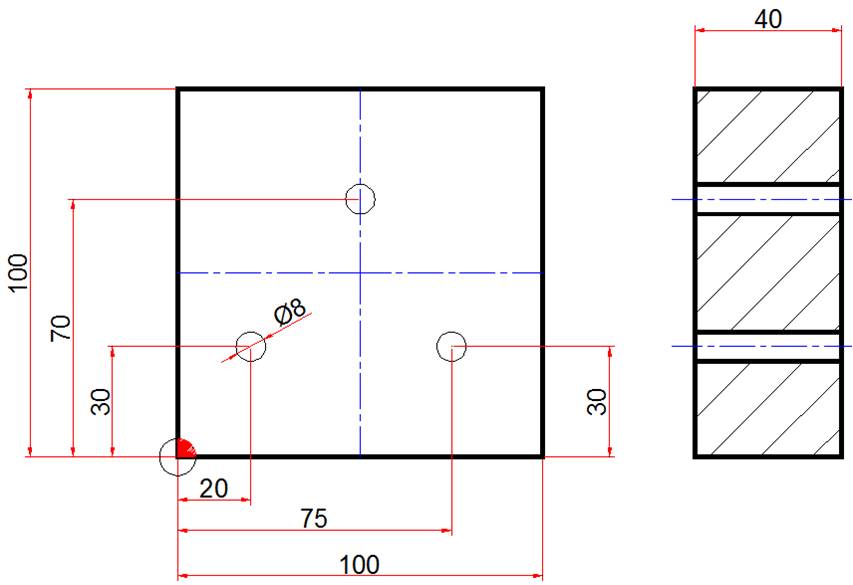
LATIHAN SOAL 1
Buatlah program CNC dari gambar di bawah! Tool yang digunakan:
- Center Bor diameter 8 mm
- Mata Bor diameter 8 mm
Cutting Speed 15 M/Min
Jawab:
%
O0001
N1 G21
N2 G17 G40 G49 G80 G90
N3 T1 M6
N4 G0 G90 G54 X20. Y30. S600 M3
N5 G43 H1 Z50. M8
N6 G0 Z10.
N7 G99 G81 X20. Y30. Z-2. R2. F30.
N8 X50. Y70.
N9 X75. Y30.
N10 G80
N11 G0 Z50. M9
N12 M5
N13 G91 G28 Z0
N14 T2 M6
N15 G0 G90 G54 X20. Y30. S600 M3
N16 G43 H2 Z50. M8
N17 G0 Z10.
N18 G99 G83 X20. Y30. Z-45. R2. Q5. F30.
N19 X50. Y70.
N20 X75. Y30.
N21 G80
N22 G0 Z50. M9
N23 M5
N24 G91 G28 X0 Y0 Z0
N25 M30
%
LATIHAN SOAL 2
Buatlah program CNC dari gambar di bawah! Tool yang digunakan:
- Center Bor diameter 8 mm
- Mata Bor diameter 8 mm
Cutting Speed 15 M/Min

(Dimisalkan lubang diameter 20mm sudah terbentuk)
Jawab:
%
O0001
N1 G21
N2 G0 G17 G40 G49 G80 G90
N3 T1 M6
N4 G00 G90 G54 X20. Y30. S600 M3
N5 G43 H1 Z50.
N6 G00 Z10.
N7 G98 G81 X20. Y30. Z-12. R-8. F30.
N8 G00 X50. Y70.
N9 G00 X75. Y30.
N10 G80
N11 M5
N12 G91 G28 Z0
N13 T2 M6
N14 G00 G90 G54 X20. Y30. S600 M3
N15 G43 H2 Z50.
N16 G00 Z10.
N17 G98 G83 X20. Y30. Z-45. R-8. Q5 F30.
N18 G00 X50. Y70.
N19 G00 X75. Y30.
N20 G80
N21 M5
N22 G91 G28 X0 Y0 Z0
N23 M30
%